With global sugar production exceeding 190 million metric tons per year, efficient and safe sugar handling is a critical concern for food manufacturers, refineries, and confectionery producers worldwide.
Pneumatic conveying is the process of using compressed air or vacuum to transport bulk materials — including granulated, powdered, and raw sugar — through enclosed pipelines from one point to another. Unlike mechanical conveyors such as belt systems, screw conveyors, or bucket elevators, pneumatic conveying systems offer a fully enclosed, contamination-free pathway for sugar. This makes them the preferred choice in modern food processing facilities where hygiene, safety, and regulatory compliance are non-negotiable.
Why Sugar Requires Pneumatic Conveying Solutions
Sugar may seem like a simple, benign material — but for bulk handling engineers, it presents a unique combination of challenges that demand careful system design.
1. Combustible Dust & Explosion Risk
One of the most serious hazards in sugar handling is dust explosion. Fine sugar particles suspended in the air at certain concentrations become highly combustible. Regulatory bodies, including OSHA, NFPA 61, and ATEX classify sugar processing facilities as high-risk environments. The Georgia Sugar explosion incident remains a stark reminder of the catastrophic consequences of poor dust management.
A well-designed pneumatic conveying system mitigates this risk by keeping sugar fully enclosed within pipelines, dramatically reducing the formation of airborne dust clouds. Explosion protection devices — including pressure relief panels, rotary airlock valves, and static grounding systems — further reduce risk.
2. Moisture Sensitivity & Caking
Sugar is hygroscopic — it readily absorbs moisture from its surroundings. When conveying air carries excess humidity, sugar particles can begin to cake inside silos and pipelines, causing blockages and flow interruptions. For this reason, conveying air temperature should generally not exceed 40°C, and dehumidification equipment is often required when air is drawn from uncontrolled outdoor environments.
3. Flowability & Bridging
Despite its low cohesiveness, sugar can bridge and arch inside hoppers under certain conditions — particularly powdered sugar varieties. Flow aid devices, such as air pads, vibrators, and fluidization systems, help maintain consistent material flow without interruption.
4. Product Integrity & Particle Degradation
For applications where granule size matters — such as decorative sugar for confectionery or crystal sugar for premium packaging — high-velocity conveying can break down particles and reduce product quality. The choice of conveying mode directly impacts particle integrity.
5. Hygiene & Food Safety Compliance
As a food ingredient, sugar is subject to stringent regulations including FDA, FSMA, and EU food safety standards. Any conveying system must be designed with hygienic-grade materials (typically food-grade stainless steel), smooth internal surfaces to prevent bacterial harboring, and easy-clean accessibility.

Dilute Phase vs. Dense Phase: Choosing the Right Mode
Selecting the correct conveying mode is fundamental to system performance and product quality.
Dilute Phase Conveying
In dilute phase systems, sugar is suspended in a high-velocity airstream (typically 15–35 m/s). This method is:
- Cost-effective and simpler to design and operate
- Suitable for powdered sugar and icing sugar where particle size reduction is acceptable
- Ideal for high-capacity, long-distance transfers
- Well-suited when sugar is destined for further milling or processing
Dense Phase Conveying
In dense-phase systems, sugar moves slowly in slugs or plugs through the pipeline. This method is:
- Essential for preserving crystal integrity in granulated or coarse sugar
- Preferred for decorative or premium-grade sugar products
- Capable of conveying at lower air consumption, reducing operational costs
- Better suited for applications where maintaining precise particle size distribution is critical
Wijay Advantage: Our engineering team conducts material characterization testing before recommending a conveying mode — ensuring the right match between your sugar type, throughput requirements, and product quality targets.
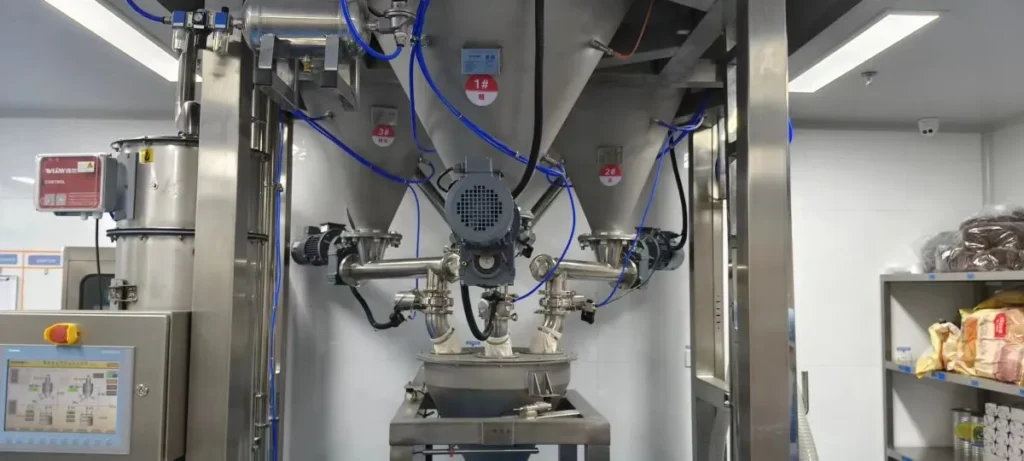
Key Components of a Sugar Pneumatic Conveying System
A complete pneumatic conveying system for sugar typically includes:
| Blower / Compressor | Generates conveying airflow (positive pressure or vacuum) |
| Rotary Airlock Valve | Meters sugar into the conveying line while maintaining pressure seal |
| Conveying Pipeline | Enclosed transport route — food-grade stainless steel preferred |
| Aftercooler / Dehumidifier | Controls air temperature and humidity to prevent caking |
| Receiver Hopper with Filter | Separates sugar from the airstream at the destination |
| Explosion Protection Devices | Pressure relief panels, isolation valves, static grounding |
| Flow Aid Devices | Air pads, vibrators to maintain consistent flow |
| Control Panel (PLC/HMI) | Automated monitoring and operation |
Silo Fluidization: An Often-Overlooked Application
When discharging sugar from storage silos, fluidization — injecting very low-pressure air at the base of the silo — prevents sugar from sticking to sidewalls and ensures consistent discharge flow. This technique reduces energy consumption and minimizes the risk of material bridging, making it a cost-effective complement to the main conveying system.
Explosion Prevention: The Non-Negotiable Priority
Sugar dust has a Kst value that classifies it as a St 1 combustible dust — meaning a dust cloud will propagate a deflagration under the right conditions. Effective explosion management in a sugar pneumatic conveying system requires:
- Dust Hazard Analysis (DHA) — mandatory risk assessment identifying ignition sources throughout the system
- Static electricity control — proper grounding and bonding of all metallic components to prevent electrostatic discharge
- Explosion venting — correctly sized pressure relief panels on receivers and silos, directed safely away from personnel
- Rotary valve isolation — preventing flame propagation back through the system
- Housekeeping protocols — eliminating secondary explosion risks from surface dust accumulation
- Temperature monitoring — ensuring conveying air never exceeds safe thresholds
Why Wijay for Pneumatic Conveying Sugar?
At Wijay, we have built our reputation on delivering pneumatic conveying systems engineered specifically for the demands of the food and sugar processing industries. Here’s what sets us apart:
✅ Custom-Engineered for Your Sugar Type
Every sugar application is different. Whether you’re handling raw cane sugar, refined white sugar, powdered icing sugar, or brown sugar, our engineers design each system around your specific material properties, layout constraints, and throughput targets.
✅ Full Compliance with Food Safety & Explosion Standards
Our systems are designed to meet NFPA 61, ATEX, FDA, and FSMA requirements — giving you confidence in both worker safety and regulatory compliance. We integrate explosion protection as a core design element, not an afterthought.
✅ Hygienic Stainless Steel Construction
All product-contact surfaces are manufactured from food-grade 304 or 316L stainless steel, with smooth welds, no dead zones, and easy clean-in-place (CIP) access — meeting the highest food hygiene standards.
✅ Moisture & Temperature Management
Wijay systems incorporate integrated dehumidification and aftercooling where needed, protecting your product from caking, clumping, and quality degradation throughout the conveying process.
✅ Energy-Efficient Operation
Our optimized system sizing minimizes compressed air consumption — one of the highest operating costs in pneumatic conveying. We use advanced calculation tools to right-size blowers and pipelines, reducing your energy bill from day one.
✅ End-to-End Project Support
From initial feasibility studies and material testing through engineering, installation, commissioning, and operator training — Wijay provides complete project support so your system performs reliably from the first day of operation.
Industries We Serve
Wijay pneumatic conveying systems for sugar are deployed across a wide range of applications:
- 🍬 Confectionery & candy manufacturing — transferring sugar to mixers, depositors, and packaging lines
- 🥤 Beverage production — conveying sugar to blending and dissolving stations
- 🍞 Bakery & bread manufacturing — hygienic ingredient transfer from bulk storage to process
- 🏭 Sugar refineries — high-capacity transfer between processing stages
- 📦 Contract packing & bulk bag operations — efficient unloading and intra-plant distribution
Frequently Asked Questions
Q: Can pneumatic conveying handle both granulated and powdered sugar?
A: Yes. The system configuration — particularly the choice of dilute vs. dense phase and the pipeline velocity — is adjusted to suit the specific sugar form being conveyed.
Q: How far can sugar be conveyed pneumatically?
A: Pneumatic conveying systems can efficiently transport sugar over distances ranging from a few meters to several hundred meters, depending on system design and pressure capacity.
Q: Is pneumatic conveying suitable for hygienic sugar handling?
A: Absolutely. Enclosed pneumatic systems with food-grade stainless steel construction are among the most hygienic material handling technologies available, far superior to open mechanical conveyors.
Q: How is sugar dust explosion risk managed?
A: Through a combination of enclosed system design, static grounding, explosion venting, rotary valve isolation, dust hazard analysis, and strict housekeeping protocols — all of which Wijay integrates into every system design.
Ready to Upgrade Your Sugar Handling?
Inefficient, unsafe sugar conveying costs your operation in downtime, maintenance, energy, and compliance risk. Wijay pneumatic conveying systems deliver the safety, hygiene, and operational efficiency your facility demands.
Contact Wijay today for a free consultation and system feasibility assessment tailored to your sugar handling requireme.






{kind=link}