The client is a high-tech enterprise engaged in the R&D, production, and sales of novel household cleaning products, requiring the construction of a new automated production line.

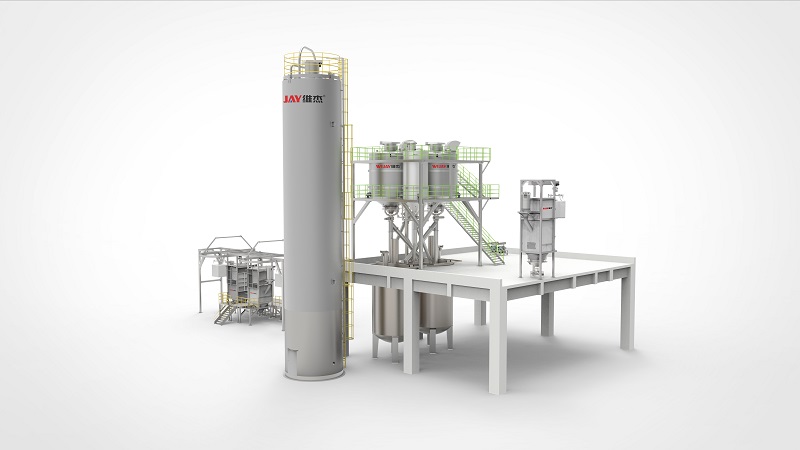
Our company has customized an automated material handling system tailored to the client’s requirements. This system processes up to ten powdered raw materials, including heavy powder, urea, starch, and microsilica powder. It primarily comprises 3 bulk bag unloading stations, 9 storage tanks, 16 weighing tanks, 1 positive pressure conveying pipeline, and 2 negative pressure conveying pipelines. The system achieves fully automated centralized feeding, storage, conveying, and weighing functions. Materials can be supplied to 16 usage points with a processing capacity of up to 4 tons per hour. The maximum conveying height reaches approximately 23 meters, and the conveying distance exceeds 300 meters.
To ensure weighing accuracy for the three high-volume conveying lines, materials are transported in sequential batches. Air purging between batches effectively minimizes residual material mixing while enabling precise batch volume control. This guarantees conveying precision, significantly enhancing product stability and consistency.
The system employs a fully PLC-controlled automation solution, requiring only 1-2 operators throughout the entire process. This significantly reduces production costs while boosting operational efficiency.

